
5G萬物互聯(lián)時代,保證PCBA高可靠焊接的各種類型回流焊接工藝解析!
隨著SMT電子元器件不斷向小型化發(fā)展,芯片集成度越來越高,無論是筆記本、智能手機還是醫(yī)療器械、汽車電子,軍工和航天產(chǎn)品,產(chǎn)品中的陣列封裝的BGA、CSP等器件應(yīng)用越來越多,對產(chǎn)品的質(zhì)量要求也越來越多。

5G是2019年火熱的詞匯,而今5G時代揭開序幕,從手機PCBA電路板內(nèi)部來看,相比4G手機,5G手機的設(shè)計難點除了基帶芯片之外,主要集中在射頻、天線等處。由于5G比4G頻率至少高1倍、頻帶寬5倍、頻段高達(dá)29個、功率高5倍、速率高10倍、天線多幾十倍。這都需要我們不斷的提高工藝能力 ,增加高端設(shè)備,通過高質(zhì)量焊接保證高可靠性產(chǎn)品。
PCBA高可靠焊接的各種工藝解析
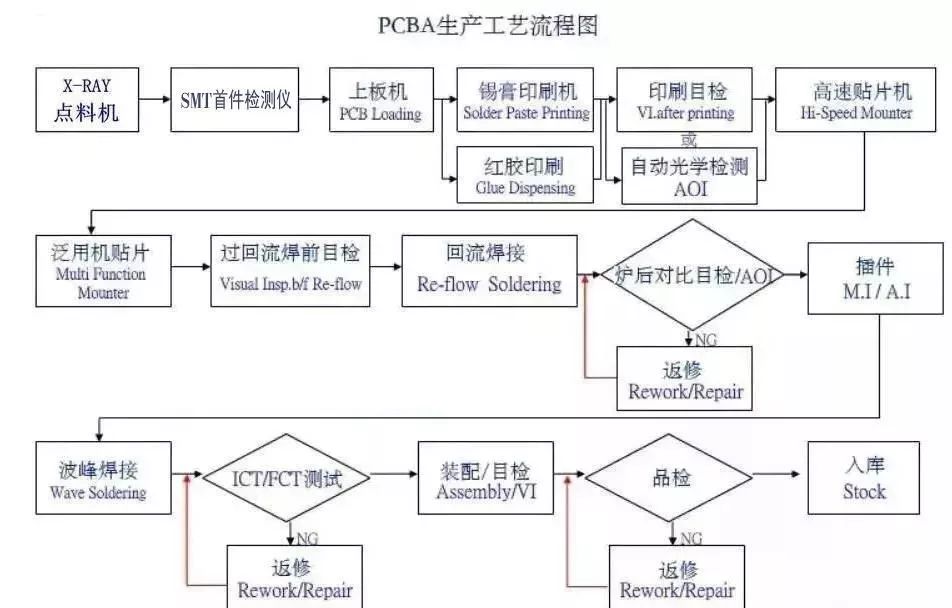
在高精密的電子制造工序中SMT生產(chǎn)設(shè)備有不少,主要自動化設(shè)備有SMT自動X-RAY點料機、SMT首件檢測儀、全自動錫膏印刷機、在線3D-SPI錫膏印刷檢測儀、貼片機、回流焊、在線AOI光學(xué)檢測儀、在線PCBA全自動銑刀分板機等。

每種設(shè)備都有特定的功用和用途,回流焊爐是SMT生產(chǎn)線后道工序,負(fù)責(zé)將已經(jīng)貼裝好的PCB電路板和元器件的焊料融化后與主板粘結(jié)。
回流焊已成為SMT的主流工藝,我們常用的智能手機板卡上的元件大都是通過這種工藝焊接到線路板上的 , 是靠熱氣流對焊點的作用,膠狀的焊劑在一定的高溫氣流下進(jìn)行物理反應(yīng)達(dá)到SMD的焊接;之所以叫"回流焊"是因為氣體在焊機內(nèi)循環(huán)流動產(chǎn)生高溫達(dá)到焊接目的;回流焊爐同樣有很多品種,比如熱風(fēng)回流焊、氮氣回流焊、氣相回流焊、真空回流焊等。

SMT回流焊接,是電子板組裝作業(yè)中的重要工序,如果沒有較好的掌握它,不但會出現(xiàn)許多“臨時故障”還會直接影響焊點的壽命;下面SMT行業(yè)頭條小編收集了電子制造業(yè)當(dāng)下流行的各類SMT回流焊接工藝和大家分享,希望對SMT行業(yè)的精英小伙伴們工作有幫助 !

SMT回流焊是SMT組裝過程的關(guān)鍵設(shè)備,PCBA焊接的焊點質(zhì)量完全取決于回流焊接設(shè)備的性能和溫度曲線的設(shè)置。
回流焊接技術(shù)經(jīng)歷了板式輻射加熱、石英紅外管加熱、紅外熱風(fēng)加熱、強制熱風(fēng)加熱、強制熱風(fēng)加熱加氮氣保護(hù)等不同形式的發(fā)展過程。
01
熱板、推板式傳導(dǎo)回流焊
這類回流焊爐依靠傳送帶或推板下的熱源加熱,通過熱傳導(dǎo)的方式加熱基板上的元件,用于采用陶瓷(Al2O3)基板厚膜電路的單面組裝,陶瓷基板上只有貼放在傳送帶上才能得到足夠的熱量,其結(jié)構(gòu)簡單,價格便宜。我國的一些厚膜電路廠在80年代初曾引進(jìn)過此類設(shè)備。
02
紅外輻射回流焊
此類回流焊爐也多為傳送帶式,但傳送帶僅起支托、傳送基板的作用,其加熱方式主要依紅外線熱源以輻射方式加熱,爐膛內(nèi)的溫度比前一種方式均勻,網(wǎng)孔較大,適于對雙面組裝的基板進(jìn)行回流焊接加熱。這類回流焊爐可以說是回流焊爐的基本型。在我國使用的很多,價格也比較便宜。
03
紅外加熱風(fēng)回流焊
這類回流焊爐是在IR爐的基礎(chǔ)上加上熱風(fēng)使?fàn)t內(nèi)溫度較均勻,單純使用紅外輻射加熱時,人們發(fā)現(xiàn)在同樣的加熱環(huán)境內(nèi),不同材料及顏色吸收熱量是不同的,即(1)式中Q值是不同的,因而引起的溫升ΔT也不同,例如IC等SMD的封裝是黑色的酚醛或環(huán)氧,而引線是白色的金屬,單純加熱時,引線的溫度低于其黑色的SMD本體。加上熱風(fēng)后可使溫度更均勻,而克服吸熱差異及陰影不良情況,IR + Hot air的回流焊爐在國際上曾使用得較普遍。
04
氮氣回流焊
隨著組裝密度的提高,精細(xì)間距(Fine pitch)組裝技術(shù)的出現(xiàn),產(chǎn)生了充氮回流焊工藝和設(shè)備,改善了回流焊的質(zhì)量和成品率,已成為回流焊的發(fā)展方向。
氮氣回流焊有以下優(yōu)點:
(1) 防止減少氧化
(2) 提高焊接潤濕力,加快潤濕速度
(3) 減少錫球的產(chǎn)生,避免橋接,得到列好的焊接質(zhì)量
得到列好的焊接質(zhì)量特別重要的是,可以使用低活性助焊劑的錫膏,同時也能提高焊點的性能,減少基材的變色,但是它的缺點是成本明顯的增加,這個增加的成本隨氮氣的用量而增加,當(dāng)你需要爐內(nèi)達(dá)到1000ppm含氧量與50ppm含氧量,對氮氣的需求是有天壤之別的。現(xiàn)在的錫膏制造廠商都在致力于開發(fā)在較高含氧量的氣氛中就能進(jìn)行良好的焊接的免洗焊膏,這樣就可以減少氮氣的消耗。
對于中回流焊中引入氮氣,必須進(jìn)行成本收益分析,它的收益包括產(chǎn)品的良率,品質(zhì)的改善,返工或維修費的降低等等,完整無誤的分析往往會揭示氮氣引入并沒有增加最終成本,相反,我們卻能從中收益。
在目前所使用的大多數(shù)爐子都是強制熱風(fēng)循環(huán)型的,在這種爐子中控制氮氣的消耗不是容易的事。有幾種方法來減少氮氣的消耗量,減少爐子進(jìn)出口的開口面積,重要的一點就是要用隔板,卷簾或類似的裝置來阻擋沒有用到的那部分進(jìn)出口的空間,另外一種方式是利用熱的氮氣層比空氣輕且不易混合的原理,在設(shè)計爐的時候就使得加熱腔比進(jìn)出口都高,這樣加熱腔內(nèi)形成自然氮氣層,減少了氮氣的補償量并維護(hù)在要求的純度上。
05
通孔回流焊
通孔回流焊有時也稱作分類元件回流焊,正在逐漸興起。它可以去除波峰焊環(huán)節(jié),而成為PCB混裝技術(shù)中的一個工藝環(huán)節(jié)。一個好處就是可以在發(fā)揮表面貼裝制造工藝的優(yōu)點的同時使用通孔插件來得到較好的機械聯(lián)接強度。對于較大尺寸的PCB板的平整度不能夠使所有表面貼裝元器件的引腳都能和焊盤接觸,同時,就算引腳和焊盤都能接觸上,它所提供的機械強度也往往是不夠大的,容易在產(chǎn)品的使用中脫開而成為故障點。
盡管通孔回流焊可發(fā)取得償還好處,但是在實際應(yīng)用中仍有幾個缺點,錫膏量大,這樣會增加因助焊劑的揮了冷卻而產(chǎn)生對機器污染的程度,需要一個有效的助焊劑殘留清除裝置。另外一點是許多連接器并 沒有設(shè)計成可以承受回流焊的溫度,早期基于直接紅外加熱的爐子已不能適用,這種爐子缺少有效的熱傳遞效率來處理一般表面貼裝元件與具有復(fù)雜幾何外觀的通孔連接器同在一塊PCB上的能力。只有大容量的具有高的熱傳遞的強制對流爐子,才有可能實現(xiàn)通孔回流,并且也得到實踐證明,剩下的問題就是如何保證通孔中的錫膏與元件腳有一個適當(dāng)?shù)幕亓骱笢囟惹€。隨著工藝與元件的改進(jìn),通孔回流焊也會越來越多被應(yīng)用。
在傳統(tǒng)的電子組裝工藝中,對于安裝有過孔插裝元件(THD)印制板組件的焊接一般采用波峰焊接技術(shù)。但波峰焊接有許多不足之處:不適合高密度、細(xì)間距元件焊接;橋接、漏焊較多;需噴涂助焊劑;印制板受到較大熱沖擊翹曲變形。因此波峰焊接在許多方面不能適應(yīng)電子組裝技術(shù)的發(fā)展。
為了適應(yīng)表面組裝技術(shù)的發(fā)展,解決以上焊接難點的措施是采用通孔回流焊接技術(shù)(THR,Through-hole Reflow),又稱為穿孔回流焊PIHR(Pin-in-HoleReflow)。該技術(shù)原理是在印制板完成貼片后,使用一種安裝有許多針管的特殊模板,調(diào)整模板位置使針管與插裝元件的過孔焊盤對齊,使用刮刀將模板上的錫膏漏印到焊盤上,然后安裝插裝元件,最后插裝元件與貼片元件同時通過回流焊完成焊接。
從中可以看出穿孔回流焊相對于傳統(tǒng)工藝的優(yōu)越性:首先是減少了工序,省去了波峰焊這道工序,節(jié)省了費用,同時也減少了所需的工作人員,在效率上也得到了提高;其次回流焊相對于波峰焊,產(chǎn)生橋接的可能性要小的多,這樣就提高了一次通過率。穿孔回流焊相對傳統(tǒng)工藝在經(jīng)濟(jì)性、先進(jìn)性上都有較大優(yōu)勢。
通孔回流焊接技術(shù)起源于日本SONY公司,20世紀(jì)90年代初已開始應(yīng)用,但它主要應(yīng)用于SONY自己的產(chǎn)品上,如電視調(diào)諧器及CD Walkman。我國在20世紀(jì)90年代中期從日本引進(jìn)這種技術(shù),當(dāng)時國內(nèi)無錫無線電六廠、上海金陵無線電廠、成都8800廠、重慶測試儀器廠、深圳東莞調(diào)諧器廠等幾個調(diào)諧器生產(chǎn)廠應(yīng)用了此技術(shù),獲得了較好的收益,目前在CD、DVD激光機芯伺服板及DVD-ROM伺服板、筆記本電腦主板等領(lǐng)域都有了廣泛的應(yīng)用。
(1)可靠性高,焊接質(zhì)量好,不良比率DPPM可低于20。
(2)虛焊、橋接等焊接缺陷少,修板的工作量減少。
(3)PCB面干凈,外觀明顯比波峰焊好。
(4)簡化了工序。由于省去了點(或印刷)貼片膠工序、波峰焊工序、清洗工序,使操作和管理都簡單化。因同一產(chǎn)品中使用的材料和設(shè)備越少越容易管理。而且再流焊爐的操作比波峰焊機的操作簡便得多,無錫渣的問題,勞動強度低。
(5)降低成本,增加效益。采用此工藝后,免去了波峰焊設(shè)備和清洗設(shè)備、波峰焊和清洗廠房、波峰焊和清洗工作人員,以及大量的波峰焊材料和清洗劑材料。雖然免清洗焊膏的價格略高于非免清洗焊膏的價格,但總體來看可大大降低成本,增加效益。

通孔回流焊接生產(chǎn)工藝流程 :
生產(chǎn)工藝流程與SMT流程極其相似,即印刷焊膏一插入元件一回流焊接,無論對于單面混裝板還是雙面混裝板,流程相同。
錫膏印刷工藝 :
焊膏的選擇 , 通孔回流所用的焊膏黏度較低,流動性好,便于流入通孔內(nèi)。一般在SMT工藝以后進(jìn)行通孔回流,若SMT采用的焊膏合金成分為63Sn37Pb,那么為了保證通孔回流時SMT元件不會再次熔化而掉落,焊膏中焊錫合金的成分可采用熔點稍低的46Sn46Pb8Bi(178℃),焊料顆粒尺寸25μm以下<10%,25~50μm>89%,50μm以上<1%。
由于電子產(chǎn)品越來越重視小型化、多功能,使電路板上的元件密度越來越高,許多單面和雙面板都以表面貼裝元器件為主。但是,由于連接強度、可靠性和適用性等因素,某些通孔元件仍無法片式化,特別是周邊連接器。在傳統(tǒng)SMT混裝工藝中,通孔插裝元件大多采用波峰焊、選擇性波峰焊、焊錫機器人、手工焊,這些傳統(tǒng)方法,尤其是波峰焊和手工焊接質(zhì)量遠(yuǎn)不如再流焊的質(zhì)量;目前許多電子產(chǎn)品通孔元件的比例只占元件總數(shù)的10%-5%甚至更少,采用波峰焊、選擇性波峰焊、自動焊錫機器人、手工焊及壓接等方法的組裝費用遠(yuǎn)遠(yuǎn)超過該比例,單個焊點的費用很高。因此,通孔元件再流焊技術(shù)日漸流行,通孔插裝元件采用再流焊替代波峰焊(即純再流焊工藝)已成為當(dāng)前SMT工藝技術(shù)發(fā)展動態(tài)之一。
06
垂直固化回流焊
5G 的普及,高可靠性高質(zhì)量終端產(chǎn)品的點膠固化工藝首選垂直加固化爐! 幾乎所有點膠封裝材料都需要較長的固化時間,所以用在線式連續(xù)生產(chǎn)的固化爐是不實際的,平時大家經(jīng)常使用“批次烘爐”,但垂直烘爐的技術(shù)也趨于完善,尤其在加熱曲線比回流爐簡單時,垂直烘爐完全能夠勝任。
芯片底部填充&元件精密包封點膠工藝
垂直烘爐使用一個垂直升降的傳送系統(tǒng)作為“緩沖與累加器”,每一塊PCB都必須通過這一道工序循環(huán)。這樣的結(jié)果就是得到了足夠長的固化時間,而同時減少了占地面積。

市場對于縮小體積的需求,使CSP(如FLIP CHIP)得到較多應(yīng)用,這樣元件貼裝后具有較小的占地面積和較高的信號傳遞速率。填充或灌膠被用來加強焊點結(jié)構(gòu)使其能抵受住由于硅片與PCB材料的熱膨脹系數(shù)不一致而產(chǎn)生的應(yīng)力,一般常會采用上滴或圍填法來把晶片用膠封起來。

許多這樣的封裝膠都需要較長的固化時間,對于在線生產(chǎn)的爐子來講是不現(xiàn)實的,通常會使用成批處理的烘爐,但是垂直烘爐已經(jīng)被證明可以成功地進(jìn)行固化過程,并且其溫度曲線比普通回流爐較簡單,垂直烘爐使用一個PCB傳輸系統(tǒng)來扮演緩沖區(qū)/堆積區(qū)的作用,這樣就延長了PCB板在一個小占地面積的烘爐中駐留的時間。

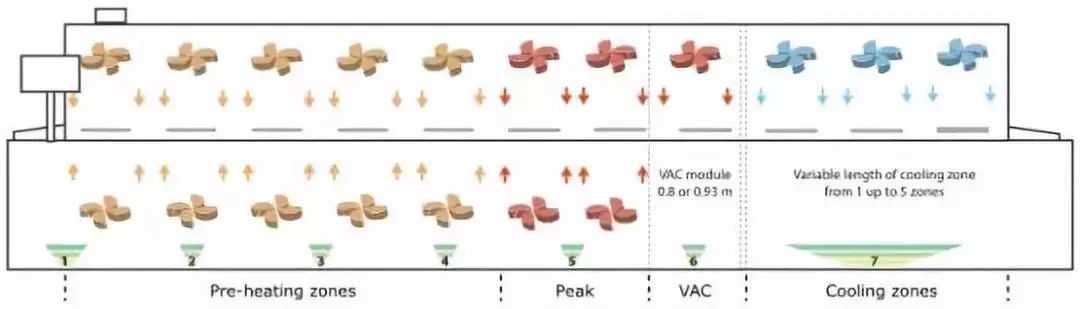
垂直固化爐工作原理簡圖
全自動垂直回流爐主要用于高端制造業(yè)中的汽車電子,5G通訊產(chǎn)品制造業(yè)的芯片粘接,底部填充,元件封裝,點膠密封,精密包封,底部填充+銀漿/散熱膠,高精密非接觸噴射底部填充點膠等組裝作業(yè)需要熱固化的生產(chǎn)環(huán)節(jié)。應(yīng)用行業(yè)遍布 SMT/EMS、家電、太陽能、汽車電子、軍工、半導(dǎo)體、醫(yī)療器械等。
07
真空回流焊
在5G的爆發(fā)下,許多行業(yè)正在產(chǎn)生重大技術(shù)改革,如汽車智能駕駛領(lǐng)域,智能家居,醫(yī)療遠(yuǎn)程智能手術(shù)領(lǐng)域……而這些領(lǐng)域都需要高品質(zhì)高可靠性焊接。5G通訊由于數(shù)據(jù)傳輸量遠(yuǎn)遠(yuǎn)大于商業(yè)4G通訊,對焊接的可靠性要求會比較高。由于氣泡空洞不利于散熱和高頻頻率衰減,因此必須有效地控制半導(dǎo)體元器件自身空洞率,5G通訊基站板焊接過程的空洞率,以及5G手機主板焊接的空洞率等。
SMT貼片PCBA在回流焊接之后,焊點里通常都會殘留有部分空洞,焊點面積越大,空洞的面積也會越大;其原因是由于在熔融的焊料冷卻凝固時,焊料中產(chǎn)生的氣體沒有逃逸出去,而被“凍結(jié)”下來形成空洞。影響空洞產(chǎn)生的因素是多方面的,與焊膏選擇、器件封裝形式、焊盤設(shè)計、 PCB 焊盤表面處理方式、網(wǎng)板開孔方式、回流曲線設(shè)置等都有關(guān)系。
真空回流焊接工藝是在回流焊接過程中引入真空環(huán)境的一種回流焊接技術(shù),相對于傳統(tǒng)的回流焊,真空回流焊在產(chǎn)品進(jìn)入回流區(qū)的后段,制造一個真空環(huán)境,大氣壓力可以降到 5mbar(500pa)以下,并保持一定的時間,從而實現(xiàn)真空與回流焊接的結(jié)合,此時焊點仍處于熔融狀態(tài),而焊點外部環(huán)境則接近真空,由于焊點內(nèi)外壓力差的作用,使得焊點內(nèi)的氣泡容易從中溢出,焊點空洞率大幅降低。
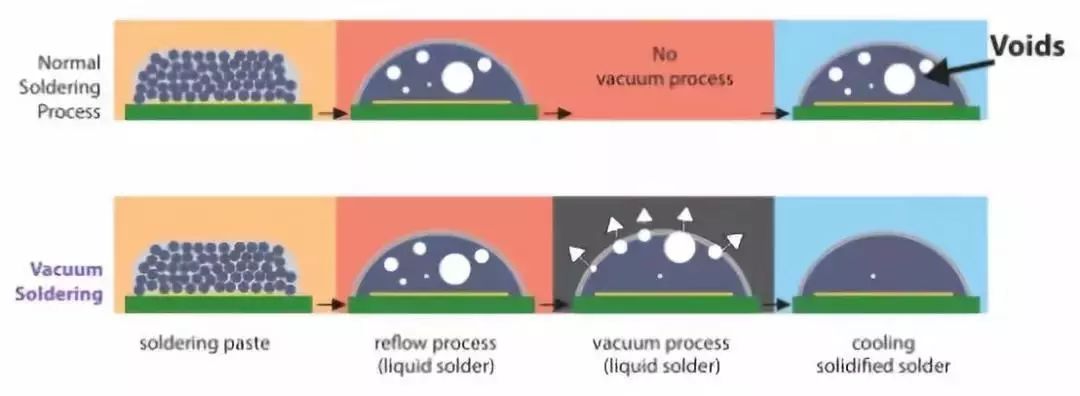
非真空與真空條件下回流焊接空洞形成對比示意圖
業(yè)內(nèi)專業(yè)人士分析,譬如傳統(tǒng)的焊接氣泡空洞率是20%~25%以內(nèi),空洞率IPC標(biāo)準(zhǔn)也是制定在25%,但功率器件的空洞標(biāo)準(zhǔn)現(xiàn)在要求≤5%(有些器件要求在≤3%),PCB&銅基板&鋁基板焊接空洞率要求≤10~15%。
真空爐就是為了解決這個氣泡和空洞問題的武器,通過高品質(zhì)、高穩(wěn)定性和節(jié)能高效的焊接設(shè)備,在幫助電子企業(yè)提升產(chǎn)品質(zhì)量的同時,減少了其日常電能和氮氣成本,以及企業(yè)的停線和保養(yǎng)成本。
真空回流爐示意圖
真空回流焊,也可稱作真空/可控氣氛共晶爐,它熱容量大,PCB表面溫差小,已廣泛應(yīng)用于歐美航空、航天、軍工電子等領(lǐng)域。它采用紅外輻射加熱原理,具有溫度均勻一致、超低溫安全焊接、無溫差、無過熱、工藝參數(shù)可靠穩(wěn)定、無需復(fù)雜工藝試驗、環(huán)保成本運行低等特點,滿足軍品多品種、小批量、高可靠焊接需要。
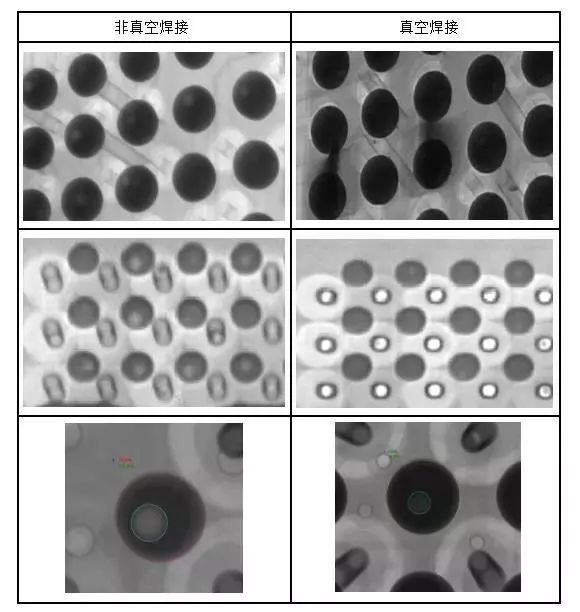
BGA焊點非真空和真空焊接氣泡對比
真空回流焊的焊接系統(tǒng)是在相對密閉同時有真空輔助的條件下進(jìn)行焊接的,而這種焊接系統(tǒng)恰恰對產(chǎn)品質(zhì)量有較好的優(yōu)勢,在此條件下真空回流焊能夠通過高效排出焊料中助焊劑揮發(fā)時產(chǎn)生的氣泡,使產(chǎn)品焊接面的空洞率有效降低,從而有效地提高了產(chǎn)品的焊接質(zhì)量。
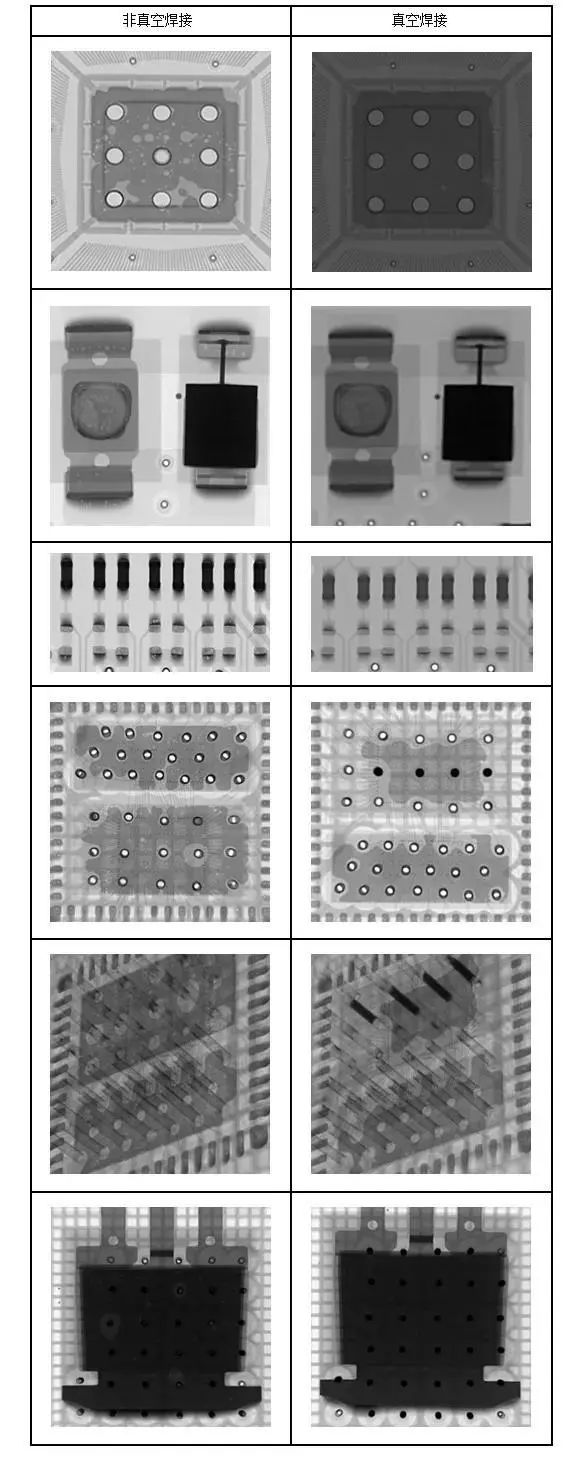
大面積焊點非真空和真空焊點對比
隨著電子行業(yè)的發(fā)展,越來越多的客戶對產(chǎn)品可靠性的要求越來越高。為了有效的降低空洞率,促使我們使用更新的設(shè)備完成這一要求,但是新設(shè)備的使用必然要對我們現(xiàn)有的模式和工藝窗口進(jìn)行調(diào)整,也會出現(xiàn)許多的新問題,這需要我們?nèi)ド钊氲奶接懞桶l(fā)現(xiàn)。
以上我們介紹了圍繞著設(shè)備改進(jìn)、回流焊裝備的發(fā)展沿革。實事上回流焊工藝的發(fā)展收到以下兩方面的推動:
(1)電子產(chǎn)品向短、小、輕、薄化發(fā)展。組裝高密度化,SMC/SMD微細(xì)間距化,SMC/SMD品種規(guī)格系列化,特別是異型元件與機電元件日益增多,這諸多的新發(fā)展迫使作為SMT中的重要工藝回流焊工藝亦面臨著挑戰(zhàn),需要不斷地發(fā)展和完善以提高焊接質(zhì)量和成品率。
(2)人類文明發(fā)展到今天,控制三廢(廢氣、廢料、廢水)保護(hù)環(huán)境已成為共識。傳統(tǒng)的錫膏中含有助焊劑,其焊接后的殘留物需要用氟里昂(CFC)及丙酮等溶劑來清洗,而這些溶劑都會對環(huán)境造成污染,為了避免污染相應(yīng)出現(xiàn)了水清洗工藝和免清洗工藝還有新型焊錫膏。
