
材料”應(yīng)發(fā)量“演算基準(zhǔn)
一、帶裝元器件供料FEEDER安裝示意圖
SMT制程用元器件,在保質(zhì)期內(nèi)的正品、可有效吸取的前提下,膠(紙)帶裝元器件前端需要下壓50mm+后端下壓50mm= 100mm的材料在FEEDER上無法有效吸取使用,為無效器件。裝FEEDER寬放量對應(yīng)長度為100mm,視料帶間距規(guī)格不同對應(yīng)不同的材料寬放量:2mm間距料帶對應(yīng)50pcs,4mm間距料帶對應(yīng)25pcs。
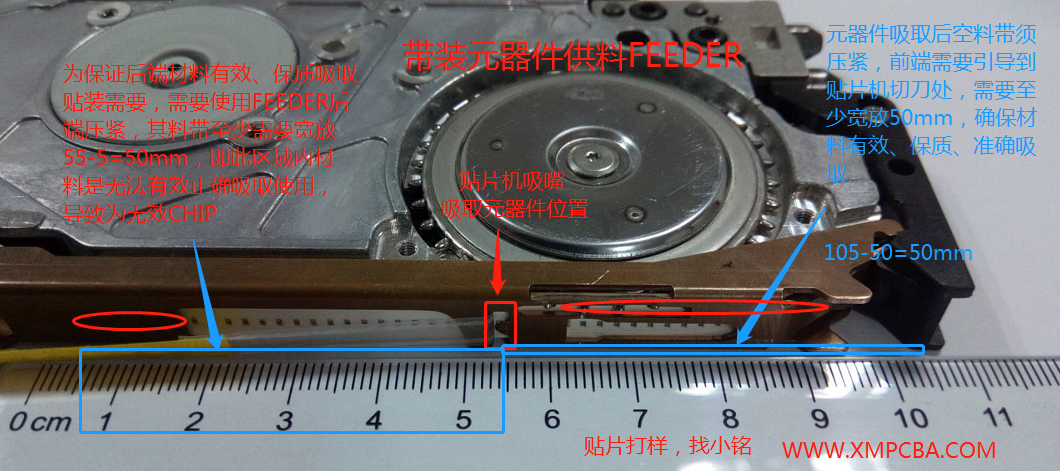

說明:SMT材料吸取原理是利用吸嘴處真空度之大氣壓將元器件吸取、移動(dòng),到達(dá)貼裝位置后釋放真空并視不同元器件高度補(bǔ)償一定的下壓力進(jìn)行放置元器件;為保證有效、保質(zhì)吸取,需要在吸取過程中料帶平整、料帶內(nèi)元器件正面&平放而無側(cè)立/翻件/夾緊/粘吸等異常情況,故料帶吸取位置前后端須通過FEEDER壓扣機(jī)構(gòu)進(jìn)行壓緊壓平!
二、必要的寬放供料和“訂單應(yīng)發(fā)量”的說明
1. 對于元器件本體較小尺寸的卷裝材料,如客供材料只是依照訂需求數(shù)量(訂單批量*單位用量)發(fā)放,則在備料入貼片機(jī)的FEEDER時(shí),需要使用接料帶將引帶連接以便剝離材料表面的料膜(對材料保護(hù)作用),含有材料的料帶進(jìn)入FEEDER時(shí)可能與FEEDER的帶動(dòng)齒輪未能有效嚙合時(shí),會(huì)導(dǎo)致材料在料帶內(nèi)晃動(dòng)、偏移乃至側(cè)立等,此種情況下貼片機(jī)的真空吸嘴在吸取時(shí)可能存在吸取不良、偏移等經(jīng)全自動(dòng)貼片機(jī)的檢測系統(tǒng)檢測無法修正時(shí),則會(huì)自動(dòng)拋棄到接料盒內(nèi)或在運(yùn)輸過程中的掉落,從而造成元器件數(shù)量不足無法一次性地完成貼片和有效焊接而存在空貼且連帶的間接品質(zhì)風(fēng)險(xiǎn)。故而務(wù)請理解全自動(dòng)貼片機(jī)的運(yùn)行原理及其材料必要的供應(yīng)量以”應(yīng)發(fā)量BB“為基準(zhǔn)。
2. 較小的材料使用托盤供料器供應(yīng)時(shí),因供料器是上下層移動(dòng)可能造成在托盤內(nèi)的材料產(chǎn)生晃動(dòng)、偏移乃至亂料的現(xiàn)象,此時(shí)貼片機(jī)的真空吸嘴在吸取時(shí)可能存在吸取不良、偏移等經(jīng)全自動(dòng)貼片機(jī)的檢測系統(tǒng)檢測無法修正時(shí),則會(huì)自動(dòng)拋棄到接料盒內(nèi)或在運(yùn)輸過程中的掉落,加之貼片機(jī)因存在用于散熱讓設(shè)備降溫的必要縫隙等,拋落或掉落的材料落入設(shè)備縫隙、內(nèi)部或拋到碎屑箱與碎屑混合無法找到回收利用;且回收利用也會(huì)存在連帶的間接品質(zhì)風(fēng)險(xiǎn)。故而務(wù)請理解全自動(dòng)貼片機(jī)的運(yùn)行原理及其材料必要的供應(yīng)量以”應(yīng)發(fā)量BB“為基準(zhǔn)。
3. DIP元器件因涉及使用半自動(dòng)或全自動(dòng)引腳成型機(jī)進(jìn)行前加工,及制造過程存在個(gè)別插入或焊接不良導(dǎo)致的損耗等可能性,為保證訂單一致性地有效完成焊接作業(yè),故而也需要對DIP用料給予一定的寬放備用損耗,敬請以必要的供應(yīng)量即”應(yīng)發(fā)量BB“為基準(zhǔn)。
4. 就PCB需要寬放一定的拼板數(shù)量供應(yīng),主要用于SMT品質(zhì)保證時(shí)的首件膠紙板試裝和檢測,及其有效地匹配貴司PCBA上元器件以調(diào)校全自動(dòng)回流焊接爐的溫度參數(shù)滿足產(chǎn)品需求進(jìn)行制程參數(shù)監(jiān)測,故而敬請理解并以必要的供應(yīng)量即”應(yīng)發(fā)量BB“為基準(zhǔn)。


